Société Industrielle d'Outillage, Réalisation et Etude de Moules
- 371, rue Marcel Pagnol
27930 GRAVIGNY
- Horaires d'ouverture
- Lundi - Vendredi : 07:00 - 18:00
Rectification plane et cylindrique : excellence en micromécanique
SIOREM
Rectification plane et cylindrique
La rectification plane ou cylindrique, a pour objectif de parfaire une pièce usinée par la biais d’une action de meulage. La haute précision de la pièce est exprimée en micron, avec une tolérance de +/- 2 microns, en respectant le parallélisme et les équerrages ultra précisément.
Grâce à un enlèvement de matière, la rectification permet de mettre de la précision sur des pièces trempées (fraisées, durcies...). Ce procédé est un passage obligatoire pour toutes les pièces mécaniques imposant une forme géométrique exigeante ou un état de surface parfaitement propre.

Rectification plane
La rectification plane est un processus d’usinage qui permet d’obtenir une surface plane et lisse sur une pièce en utilisant une meule plane rotative.
Le processus de rectification plane consiste à fixer la pièce à usiner sur une table de rectification et à la faire passer sous une meule plane rotative qui enlève des couches fines de matière jusqu’à ce que la surface soit plane et régulière. La meule est généralement une roue abrasive, qui peut être composée de différents matériaux, tels que le carbure de silicium, l’oxyde d’aluminium ou le diamant.
La rectification plane est souvent utilisée pour rectifier des surfaces planes, telles que des plaques, des joints de bride, des rails de guidage, des pièces de machine et des pièces de moules. Les tolérances de rectification plane peuvent atteindre des microns, ce qui rend cette technique très utile pour la production de pièces de haute précision.
La rectification plane est couramment utilisée dans les industries tells que l’aérospatiale, la fabrication de machines, l’automobile et la métallurgie.
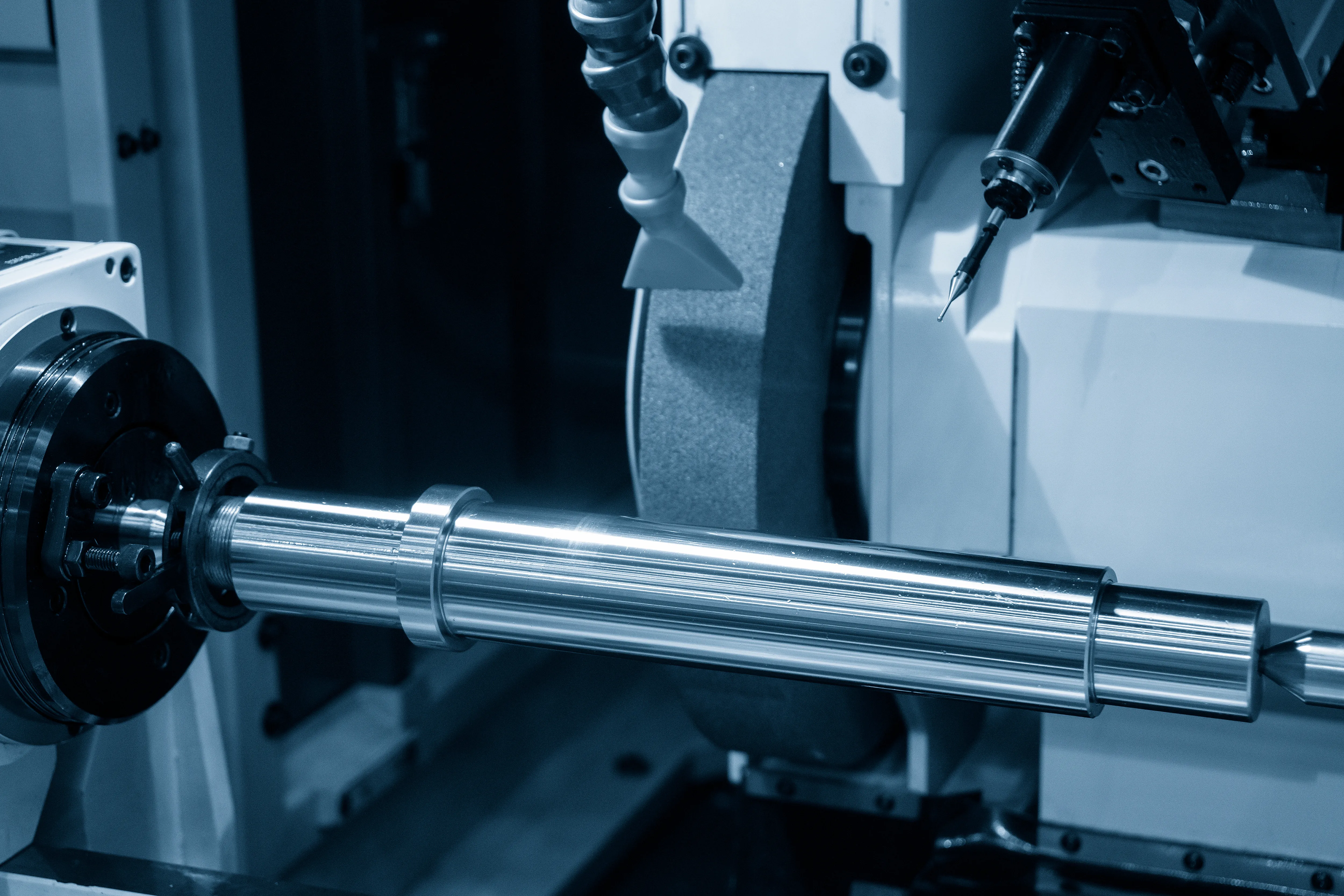
Rectification cylindrique
La rectification cylindrique est un processus d’usinage qui permet de produire des pièces cylindriques de haute précision avec une finition de surface très fine.
Le processus de rectification cylindrique utilise une meule cylindrique rotative pour enlever du matériau de la surface de la pièce à usiner. La meule est placée contre la pièce et entrainée en rotation à grande vitesse, en appliquant une pression contrôlée contre la surface de la pièce. La rectification cylindrique est souvent utilisée pour rectifier des diamètres extérieurs, des diamètres intérieurs, des surfaces planes et des surfaces de formes complexes telles que des rainures et des filetages.
La rectification cylindrique peut être réalisée selon deux méthodes : la rectification entre centres et la rectification sans centres. Dans la rectification entre centres, la pièce à usiner est maintenue entre deux centres de rotation et est entraînée en rotation pendant que la meule rectifie la surface de la pièce. Dans la rectification sans centre, la pièce est maintenue en place par plateau magnétique ou une pointe fixe et la meule rectifie la surface de la pièce sans contact avec des centres de rotation.
La rectification cylindrique est couramment utilisée pour la fabrication de pièces de précision dans des industries tells que l’aérospatiale, la médecine, l’automobile, la fabrication d’outils et l’industrie pétrolière et gazière.



SIOREM
Nos moyens de productions :
-
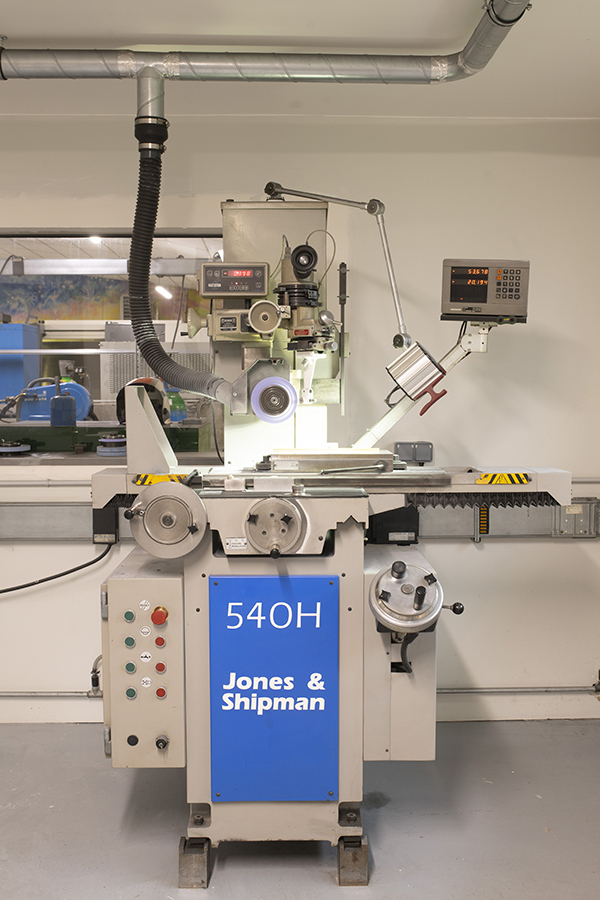
01
3 rectifieuses planes avec Optidress Jones & Shipman
Capacité : 350 x 150 x 350
-
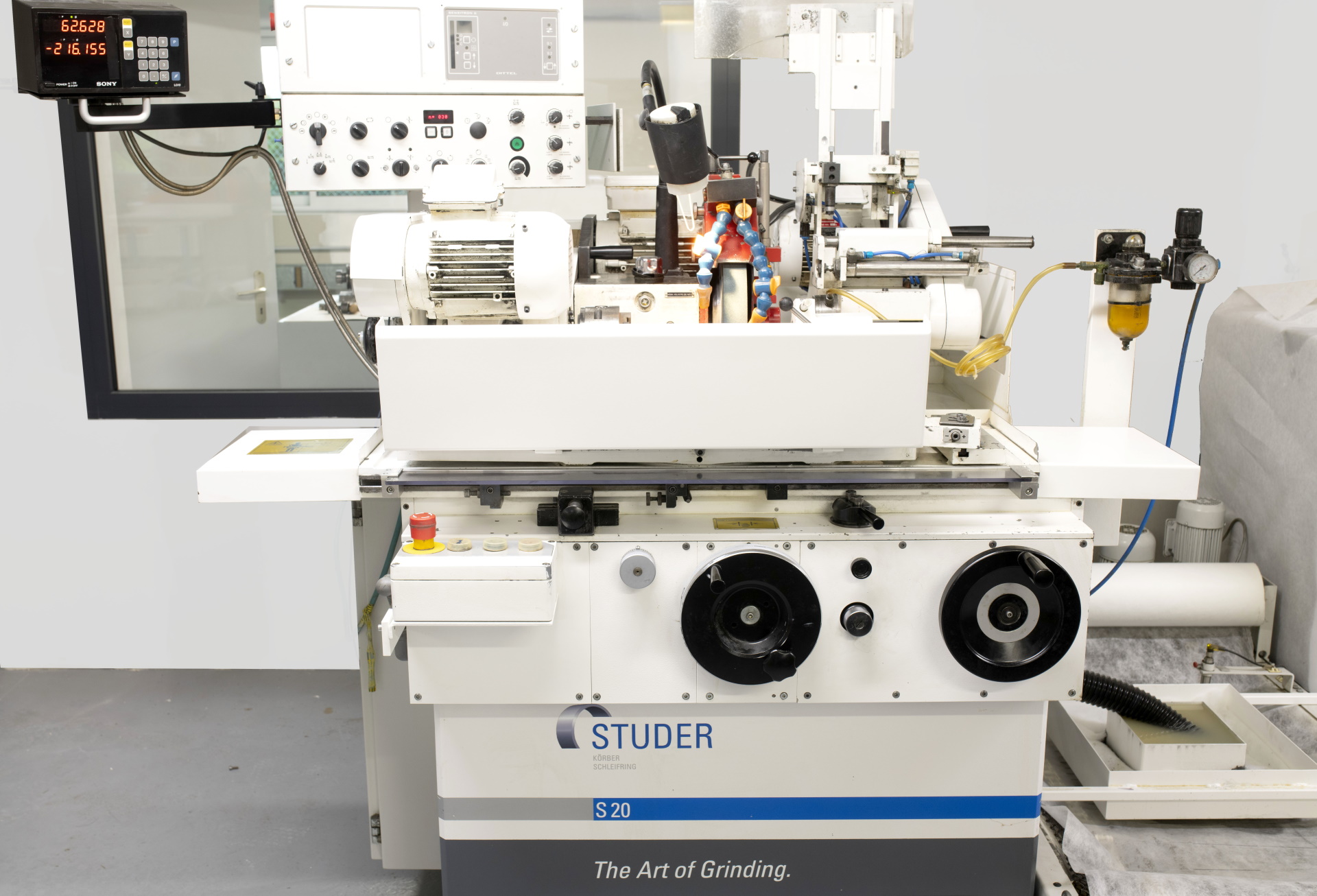
02
1 rectifieuse cylindrique Studer S20
Capacité : distance entre pointes de 400 à 650 mm - hauteur de pointes de 100 mm. poids maximal 20 kg.
0 à 400 mm – diamètre de 0 à 199 mm
-
03
1 rectifieuse plane Okamoto 65
Rectif plane de grande taille : 600 x 500 X h400